
در ساختمان های دارای اسکلت بتنی، از میلگرد به عنوان عنصر اصلی در ساخت ستون ها استفاده می شود. به دلیل حساسیت بالای این مقطع، استانداردهای خاصی برای جوشکاری آن تدوین شده است. در ادامه، به بررسی استانداردهای جوشکاری میلگرد خواهیم پرداخت. همچنین می توانید قیمت میلگرد را از کارشناسان مجموعه جویا شوید.
جوشکاری میلگرد چیست؟
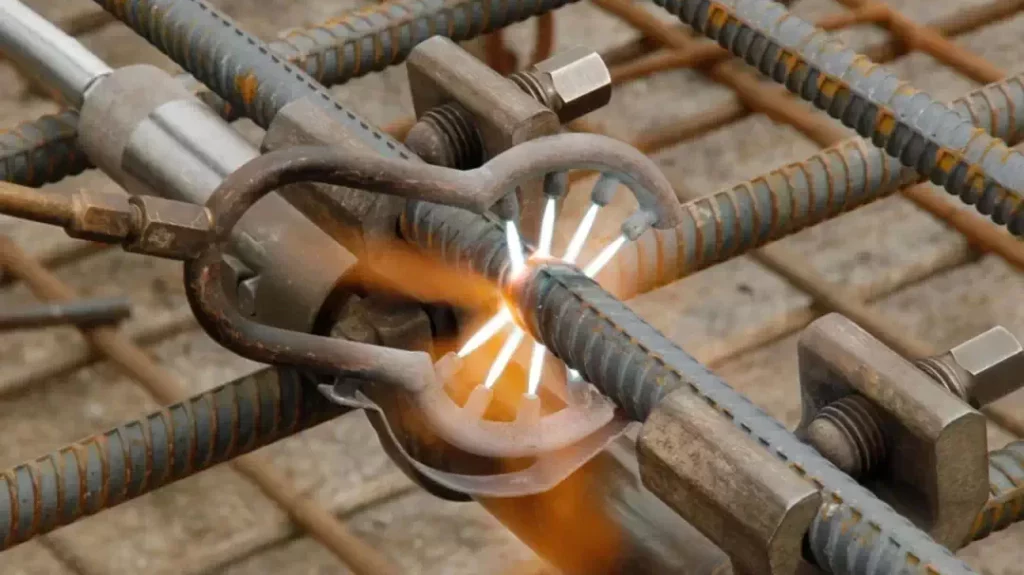
جوشکاری میلگرد یکی از روش های اتصال یا وصله میلگرد است که باعث ایجاد یک اتصال تقریباً دائمی می شود. در این فرآیند، بخشی از میلگرد تا نقطه ذوب حرارت داده شده و پس از اتصال به قطعه موردنظر، سرد می شود و یک پیوند محکم و پایدار ایجاد می کند. این روش بیشتر در ساختمان سازی کاربرد دارد، زیرا طول استاندارد میلگرد معمولاً ۱۲ متر است. در مواردی که نیاز به میلگردهای بلندتر، اتصال به سایر اجزای سازه یا ایجاد اشکال خاص باشد، از جوشکاری میلگرد استفاده می شود.
آیا جوشکاری میلگرد مجاز است؟
طبق استانداردهای ملی و بین المللی، جوشکاری میلگرد یک روش مجاز برای اتصال آن ها محسوب می شود، اما باید مطابق با ضوابط و مقررات مشخصی انجام گیرد. استانداردهای جوشکاری با هدف جلوگیری از مشکلاتی مانند انقباض ناشی از سرد شدن فلز، شکست میلگرد به دلیل تردی جوش و آسیب به مصالح مجاور تدوین شده اند. مهم ترین مرجع در این زمینه، مبحث دهم مقررات ملی ساختمان ایران است که نکات و الزامات جوشکاری میلگرد را مشخص می کند. بنابراین، رعایت این دستورالعمل ها برای اجرای صحیح و ایمن جوشکاری ضروری است.
دلایل استفاده از جوشکاری میلگرد
در ساخت سازه های مختلف، به دلایل متعددی از جوشکاری میلگرد به جای روش هایی مانند اورلپ (هم پوشانی) استفاده می شود که مهم ترین آن ها عبارت اند از:
- اتصال ستون های سنگین که ارتفاع آن ها از طول استاندارد میلگرد بیشتر است.
- جوشکاری میلگرد در فونداسیون برای یکپارچه سازی مقاطع فولادی.
- اتصال میلگرد به سایر قطعات فولادی که در بتن به کار می روند.
- تعمیر سازه های بتنی و رفع آسیب های ساختاری.
- اتصال قطعات پیش ساخته برای سهولت در اجرا.
- ساخت سازه ها و المان های خاص با طراحی های ویژه.
کدام میلگردها قابلیت جوشکاری دارند؟
یکی از مهم ترین فاکتورهای تعیین کننده در جوش پذیری میلگرد، میزان کربن موجود در آن است. اگر درصد کربن میلگرد کمتر از ۰.۵۱ درصد باشد، می توان آن را جوش داد.
بر این اساس، میلگردهای ساختمانی در گریدهای A1، A2، A3 و A4 قابل جوشکاری هستند. اما در این میان، میلگرد A1 بهترین گزینه محسوب می شود؛ زیرا انعطاف پذیری بالایی دارد و جوش پذیرتر است. در مقابل، جوشکاری میلگرد A3 توصیه نمی شود، زیرا احتمال شکست آن به دلیل تردی بیشتر است.
مراحل جوشکاری میلگرد
۱. آماده سازی سطح میلگرد
پیش از آغاز جوشکاری، باید سطح مقطع موردنظر از هرگونه آلودگی، ترک، زنگ زدگی، رطوبت، روغن و پوسته پوسته شدن پاک شود. این کار باعث افزایش کیفیت جوش و جلوگیری از جدا شدن آن در آینده می شود.
۲. روش های جوشکاری میلگرد
برای اتصال میلگردها در بتن، معمولاً از روش جوشکاری شیاری استفاده می شود. این روش با کمک ابزارهایی مانند برس اکسیژن، قوس کربنی، اره کاری و سایر روش های مکانیکی انجام می شود.
در صورتی که سطح مقطع موردنظر دارای مشکلاتی باشد، می توان با روش هایی مانند سنگ زنی یا جوشکاری آن را اصلاح کرد.
۳. جوشکاری لب به لب میلگرد
در جوشکاری لب به لب، میلگردها باید با دقت برش داده شوند و تغییر شکل لازم بر روی آن ها اعمال شود. همچنین، میزان انحراف میلگرد نباید از نصف قطر آن بیشتر باشد. جوشکاری باید به گونه ای انجام شود که هیچ نقصی در سطح جوش ایجاد نشود.
لازم به ذکر است که در اتصال میلگردهای خم شده به روش سرد، فاصله دو قطر میلگرد از نقطه شروع و شعاع خم باید رعایت شود.
استانداردهای کیفیت جوش میلگرد
برای اطمینان از کیفیت جوش، باید استانداردهای مشخصی رعایت شود. در صورتی که جوشکاری از این استانداردها پیروی نکند، عملیات مردود اعلام خواهد شد. برخی از مهم ترین استانداردها عبارت اند از:
- جوش نباید دارای سرریز باشد.
- سطح جوش نباید دارای برجستگی های اضافی باشد.
- تمامی حفره های ایجاد شده باید کاملاً با جوش پر شوند.
- بین فلز جوش و فلز پایه باید ذوب کامل صورت گیرد.
- عمق بریدگی در کناره های جوش نباید بیش از ۱ میلی متر باشد.
روش های جوشکاری میلگرد
۱. جوشکاری قوس دستی
یکی از روش های رایج جوشکاری میلگرد، جوشکاری قوس دستی است. در این روش، انتخاب قطر کابل باید متناسب با قطر میلگرد انجام شود. برای جوشکاری میلگردهای بتن، الکترودهایی که مطابق استاندارد DIN 1933-Part1 تأیید شده اند، به کار می روند. این الکترودها شامل موارد زیر هستند:
- الکترودهای روتیلی، اسیدی-روتیلی، روتیلی-قلیایی با پوشش متوسط و ضخیم، همچنین الکترودهای پودری با بازده بالا (بیش از ۱۶۰٪)
- الکترودهای قلیایی با پوشش ضخیم و ترکیبات بازی، که به صورت خشک استفاده می شوند.
۲. جوشکاری تحت پوشش گاز فعال
در این روش، میلگردهای مسلح کننده بتن با استفاده از گاز محافظ، مانند گاز CO₂ یا ترکیب گازهای مختلف، جوش داده می شوند. برخی نکات مهم در این روش:
- استفاده از سیم الکترود مطابق با استاندارد DIN 8559-Part1
- انتخاب گازهای محافظ بر اساس استاندارد DIN 32526
- به کارگیری این روش برای مونتاژ اتصالات جوشی سایر فرایندها مانند MMAW
- جلوگیری از وزش قوس برای ایجاد جوش بدون نقص
۳. جوشکاری قوس توپودری (همراه با محافظت گاز فعال)
در جوشکاری قوس توپودری، حرارت موردنیاز از قوس ایجادشده بین الکترود و فلز پایه تأمین می شود. سرعت این روش در مقایسه با SMAW تقریباً دو برابر است.
انتخاب الکترود و گاز محافظ برای روش های GMAW و FCAW مطابق با استانداردهای زیر انجام می شود:
- GMAW: بر اساس استاندارد AWS A5.18
- FCAW: بر اساس استاندارد AWS A5.18
این روش برای تولید فلز جوش با حداقل استحکام تسلیم ۴۱۵ مگاپاسکال مناسب است.
۴. جوشکاری مقاومتی نقطه ای
برای ایجاد اتصالات در میلگردهای آرماتور با جوشکاری مقاومتی نقطه ای، نکات زیر باید رعایت شود:
- جریان جوشکاری باید مطابق استاندارد DIN 44753 تنظیم شود.
- تنها از دستگاه های جوشکاری مقاومتی با کنترل سینکرون و پس گرم استفاده شود.
- پارامترهای جوشکاری باید قبل از اجرا ثابت شده و هرگونه تغییر، با آزمایش تأیید گردد.
- در اتصالات غیرحامل بار که شامل چندین نقطه جوش هستند، فاصله بین نقاط جوش باید حداقل پنج برابر قطر میلگرد باشد.
۵. جوشکاری جرقه ای
این روش مشابه جوشکاری لب به لب است و شامل مراحل زیر می شود:
- نزدیک شدن دو سطح تا ایجاد جرقه
- اعمال ولتاژ بالا برای انجام جوش
- وارد کردن فشار مکانیکی تا تکمیل جوشکاری
استانداردهای مرتبط:
- استفاده از دستگاه های جوشکاری مطابق DIN 44752
- تثبیت ولتاژ اصلی توسط منبع تغذیه ثانویه
- بررسی تنظیمات طبق استاندارد DIN 4099
- نزدیکی سطح نهایی میلگردها، بدون خمیدگی یا انحراف بیش از ۱۰٪ قطر اسمی میلگرد
- جلوگیری از سرد شدن سریع نقطه جوش
۶. جوشکاری تحت فشار گاز
در این روش، اتصال میلگردها از طریق گرم شدن با شعله گاز و فشار مکانیکی، بدون نیاز به فلز پرکننده، انجام می شود. برخی نکات اجرایی:
- استفاده از ماشین جوشکاری با فشار هیدرولیک
- ثابت نگه داشتن پارامترهای جوشکاری و کنترل نیروی اعمالی
- اجرای جوشکاری مشابه روش جرقه ای
۷. جوشکاری آرماتور به سایر اجزای فولادی
اتصال آرماتورها به اجزای فولادی با روش های SMAW و MAG انجام می شود. استانداردهای مورد استفاده:
- DIN 1045: انتقال نیرو بین اجزای فولادی و آرماتور
- DIN 18800-Part1: انتخاب مواد، ابعاد و طراحی اجزا
انتخاب الکترود مناسب برای جوشکاری میلگرد
انتخاب الکترود براساس استانداردهای زیر انجام می شود:
- AWS A5.1: برای الکترودهای فولاد کربنی ساده
- AWS A5.5: برای الکترودهای فولاد کم آلیاژی
تمامی الکترودهای کم هیدروژن باید در بسته های سربسته و در دمای ۱۲۰ درجه سانتی گراد نگهداری شوند. پس از باز شدن بسته ها، مدت قرارگیری الکترود در معرض هوا نباید از حد مجاز تجاوز کند.
شرایط بازپخت الکترودها
در صورتی که الکترود بیش از زمان مجاز در معرض هوا قرار گیرد، باید تحت فرآیند بازپخت قرار داده شود:
- الکترودهای AWS A5.1: در دمای ۲۶۰ تا ۴۳۰ درجه سانتی گراد به مدت حداقل ۲ ساعت
- الکترودهای AWS A5.5: در دمای ۳۷۰ تا ۴۳۰ درجه سانتی گراد به مدت حداقل ۲ ساعت
توجه: الکترودها فقط یک بار قابل بازپخت هستند. بازپخت مجدد باعث خشک شدن بیش از حد و ریزش پوشش الکترود می شود.
محدودیت های الکترود برای میلگردهای فولادی A514 و A517 (ASTM)
در صورت نیاز به جوشکاری این فولادها:
- تمامی الکترودهای با استحکام کمتر از E100XX-X باید بازپخت شوند.
- بازپخت در دمای ۳۷۰ تا ۴۳۰ درجه سانتی گراد و حداقل به مدت ۱ ساعت انجام شود.
- این فرآیند برای الکترودهای سر بسته و باز یکسان است.
انتخاب روش جوشکاری میلگرد بستگی به نوع اتصال، شرایط سازه ای و استانداردهای موردنیاز دارد. رعایت دستورالعمل های استاندارد و استفاده از الکترودهای مناسب، نقش کلیدی در تضمین کیفیت و استحکام اتصالات جوشی در سازه های بتنی دارد.
سخن پایانی
برای اطلاع از قیمت انواع مقاطع فولادی، از جمله قیمت تیرآهن هاش، ناودانی و قیمت نبشی، می توانید با کارشناسان فولاد کو تماس بگیرید.